
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 MK
MK
 HY
HY
 AZ
AZ
 UR
UR
 BN
BN
 LA
LA
 NE
NE
 MY
MY
 KK
KK
 UZ
UZ

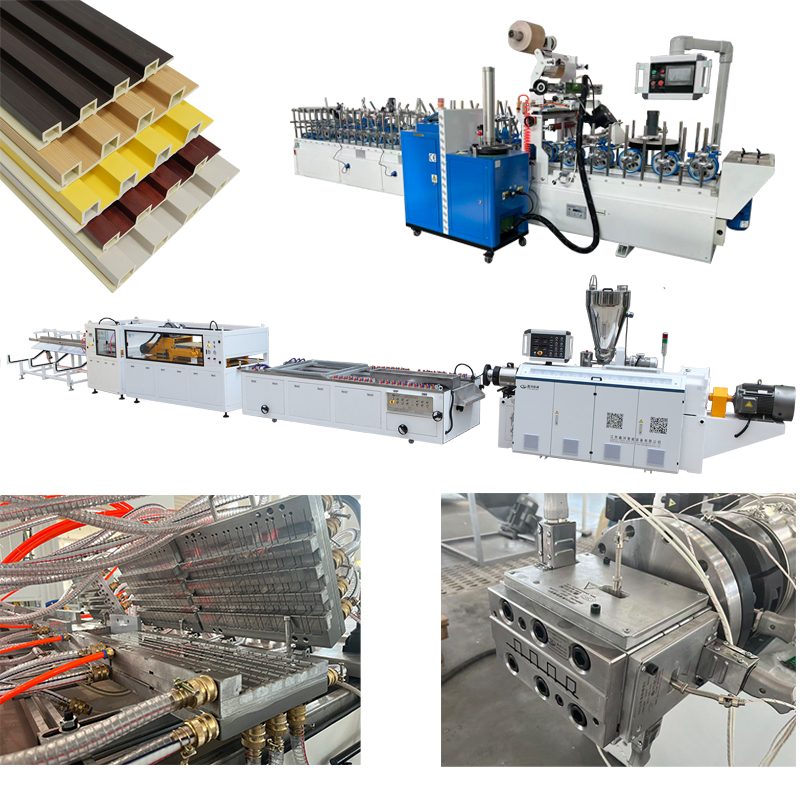
Лінії виробництва для галузі пластмасової екструзії загалом можна класифікувати як трубні лінії, лінії для виготовлення плит, лінії для виготовлення листів та профільні лінії. ПВХ-решітки — які часто використовують як килимки для підлоги, пішохідні мости, протикутні поверхні та промислові підлоги — безумовно належать до категорії профільних ліній. У компанії Jiangsu Xinhe Intelligent Equipment Co., Ltd. ми розглядаємо нашу лінію виробництва ПВХ-решіток як спеціальний вид системи екструзії профілів. Така класифікація має важливе значення для замовників щодо інвестування, вибору матриць та організації подальших технологічних процесів. У наступній частині обговорюється, чому ПВХ-решітки належать до профільних ліній і як їх виготовляти.
Визначальні характеристики профільних екструзійних ліній
Лінії профільного екструдування використовуються для виробництва виробів із неперервним, але неоднорідним поперечним перерізом, який не можна охарактеризувати ні як труби (повністю замкнені трубки), ні як листи/плити (плоскі листи). ПВХ-решітка характеризується сіткою перекриваючих і взаємозчеплюваних порожнистих секцій, ребер жорсткості та каналів, що вимагають контрольованого й точного розподілу розплаву через інструмент. Діел для труб виробляє один єдиний повністю замкнений канал, тоді як інструмент для профілів відповідає за рівномірний розподіл матеріалу між численними порожнинами. Діел для труб містить лише один колектор, на відміну від кількох колекторів у діелі для решіток. У порівнянні з цим діел для листів просто виробляє плоский, рівномірний лист. Саме ця здатність контролювати потік розплаву та забезпечувати рівномірну товщину стінок у складному неоднорідному профілі й визначає інструмент для профільного екструдування. Саме цей досвід у галузі профільного екструдування компанії Jiangsu Xinhe Intelligent Equipment Co., Ltd. дозволяє нам виробляти ПВХ-решітки.
Відмінності у проектуванні матриць від панельних або трубопровідних ліній
Матриця є найбільш відмінним компонентом лінії профілювання, а матриця, що використовується для виготовлення решіток із ПВХ, характеризується наявністю кількох каналів. Ці канали мають бути точно спроектовані та збалансовані, щоб кожна ділянка всередині сітки отримувала потрібну кількість матеріалу з відповідною швидкістю. Якщо розподіл потоку та його збалансування виконані неправильно, деякі частини комірки решітки можуть бути недозаповненими, тоді як інші — надлишково заповненими. У разі нерівномірного заповнення окремі ділянки можуть деформуватися й ставати нестійкими. Для виготовлення труб застосовують спеціальну внутрішню оправку у поєднанні з кількома «павучими» ніжками, щоб сформувати круглу трубу. Матриця для плоских дощок використовує великий колектор типу «вішалка», щоб утворити рівномірну завісу розплаву. Матриця для решіток повинна мати багатоотворну конструкцію з точним регулюванням та обережним контролем довжини кожної робочої ділянки (land) для рівномірного розподілу матеріалу. У компанії Jiangsu Xinhe Intelligent Equipment Co., Ltd. ми використовуємо передове комп’ютерне моделювання для оптимізації динаміки потоку та забезпечення рівномірного заповнення від одного кінця матриці до іншого.
Методи калібрування та розмірного визначення профілів решіток
Як і у випадку з конструюванням матриці, лінія для виробництва ПВХ-решіток має інші методи калібрування та розмірного визначення, ніж лінії для дощок або труб. Розміри дощок визначають за допомогою трьохвалкового каландра або плоского калібрувального столу, а для труб використовують вакуумні калібрувальні резервуари з внутрішніми оправками. Сітчаста структура ПВХ-решітки робить обидва ці методи нецілком придатними через відсутність суцільної поверхні для прокатки або повністю замкненого простору. Замість цього лінії для виготовлення профілів використовують вакуумний калібрувальний стіл для розмірного визначення, де одночасно застосовується вакуум на зовнішній поверхні профілю (щоб притиснути його до калібрувального інструменту) та внутрішній потік стисненого повітря для запобігання сплющення порожнистих ділянок. Цю систему використовують також для різних інших типів профілів, наприклад, для віконних рам, кабельних коробів та декоративних прикрас. Хоча калібрувальні столи для решіток довші за ті, що використовуються на трубних лініях, вони значно коротші за столи, застосовувані на лініях для виробництва пінопластових дощок.
Конфігурація обладнання після екструдера для виробництва решіток
Витягувачі, різаки та стаціонарні столи для складання налаштовуються відповідно до потреб виробництва решіток. Для виготовлення решіток найкращим типом витягувача є витягувач із широкою стрічкою. Витягувач із роликами буде тиснути нерівномірно по сітчастому малюнку, залишаючи сліди й, можливо, деформуючи відкриту сітчасту структуру профілю, а також може сплющити ребра в кожній комірці. Різак повинен мати два паралельних леза, здатних зрізати цілу комірку, як і в інших застосуваннях профілів; зазвичай це маятниковий пил або різак без утворення стружки. Летючі пили, які зазвичай встановлюють на лініях безперервного виробництва, а також планетарні різаки чи маятникові пили, що, як правило, використовують для різання труб, загалом не підходять для різання решіток. Складання решіток також вимагає уважного взаємного укладання, оскільки крихка сітчаста форма профілю схильна до деформації.
Матеріальні та формульовані аспекти
Формулювання ПВХ-решіток відрізняється від формулювань стандартних труб і плит тим, що вона повинна зберігати вищу міцність розплаву під час охолодження, щоб відкриті секції не обвалилися самі на себе. Це вимагає використання ПВХ з вищою молекулярною масою, акрилових допоміжних речовин для переробки, а також уважно збалансованих систем мастильних матеріалів та добавок. Формулювання для труб і плит, навпаки, зосереджені відповідно на досягненні високих показників тиску або формуванні пористої структури. Формулювання ПВХ-решіток часто поєднує риси обох типів: вона повинна забезпечувати високу міцність розплаву й жорсткість, особливо коли навантаження прикладається у вертикальному напрямку. Ми постачаємо нашим клієнтам різні формулювання ПВХ, щоб забезпечити високоякісне виробництво ПВХ-решіток на ринках В’єтнаму, Індонезії, Саудівської Аравії та інших країн, а також надаємо клієнтам консультації щодо вибору обладнання.
Переваги правильного визначення класифікації
Усвідомлення того, що лінія для виготовлення решіток є частиною класифікації профілів, допоможе виробнику отримати правильні запасні частини у разі поломки, сприятиме підготовці операторів та усуненню потенційних проблем. Це також допомагає виробнику обладнання чітко зрозуміти, у чому саме він потребує. Компанія Jiangsu Xinhe Intelligent Equipment Co., Ltd. потребує матриць для профілів, а не інструментів для труб або плит, і ця класифікація дозволяє нам розробити спеціалізовану лінію, яка виробляє високоякісні ПВХ-решітки відповідно до бажаних технічних характеристик. Використовуючи багаторічний досвід у галузі екструзії профілів та маючи філії в Індонезії та В’єтнамі, ми закріпили за собою статус лідера у виробництві надійного обладнання для виготовлення ПВХ-решіток для клієнтів по всьому світу.
Зміст
- Визначальні характеристики профільних екструзійних ліній
- Відмінності у проектуванні матриць від панельних або трубопровідних ліній
- Методи калібрування та розмірного визначення профілів решіток
- Конфігурація обладнання після екструдера для виробництва решіток
- Матеріальні та формульовані аспекти
- Переваги правильного визначення класифікації
